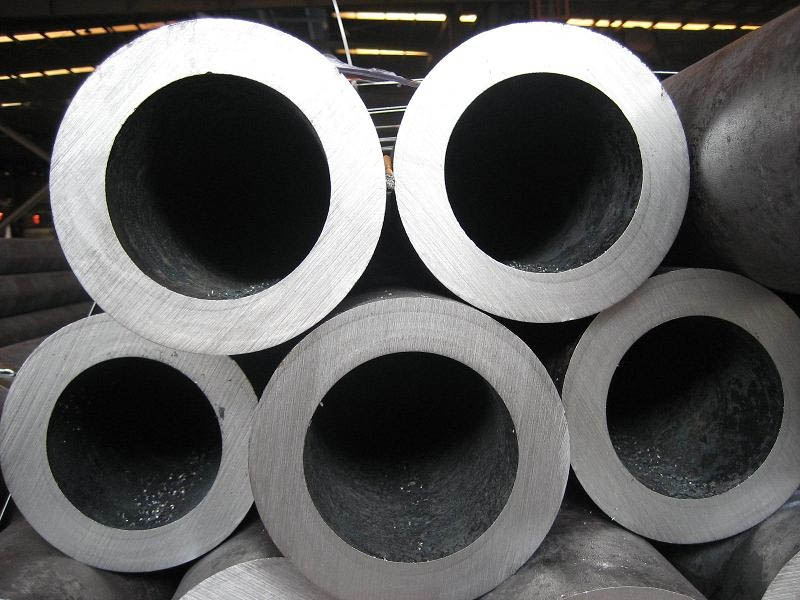
পুরু প্রাচীর ইস্পাত পাইপ প্রস্তুতকারকের স্টক

পুরু প্রাচীর ইস্পাত পাইপ এবং পাতলা প্রাচীর ইস্পাত পাইপ মধ্যে সবচেয়ে বড় পার্থক্য ইস্পাত পাইপ প্রাচীর বেধ মধ্যে নিহিত আছে. সাধারণভাবে বলতে গেলে, পাতলা প্রাচীরের ইস্পাত পাইপগুলি ঠান্ডা টানা প্রযুক্তি, যখন মোটা প্রাচীর ইস্পাত পাইপগুলি সাধারণত গরম ঘূর্ণিত প্রযুক্তি। যদি এটিকে পরিমাপের একক দ্বারা আলাদা করা হয়, তবে এটি সাধারণত বিবেচনা করা হয় যে প্রাচীরের বেধ / পাইপের ব্যাস 0.05 এর সমান হল মোটা প্রাচীর স্টিল পাইপ এবং পাতলা প্রাচীর ইস্পাত পাইপের মধ্যে ওয়াটারশেড, প্রাচীরের বেধ / পাইপের ব্যাস 0.05 এর চেয়ে কম প্রাচীরের স্টিলের পাইপ। এবং 0.05 এর বেশি ব্যাস সহ পুরু-দেয়ালের ইস্পাত পাইপ। প্রয়োগের ক্ষেত্রে, পাতলা-প্রাচীরযুক্ত ইস্পাত পাইপ বেশিরভাগ পাইপে ব্যবহৃত হয়। মোটা প্রাচীর ইস্পাত পাইপ বেশিরভাগ ফাঁপা অংশ ফাঁকা ব্যবহার করা হয়. চাপ ভারবহন এবং গুরুত্বপূর্ণ পাইপলাইন ব্যবহার করা হয়.
সাধারণভাবে চীন ব্যবহৃত উপকরণ: 10 #, 20 # 45 #, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9, 0cr18ni11nb, Q345A, Q345B, Q345C, L245, L290, X42, X46, X70, X80।
মোটা প্রাচীর স্টিলের পাইপ ঢালাই করার সময়, প্রথমে ঢালাই জংশনে তেল, রং, জল, মরিচা ইত্যাদি পরিষ্কার করুন এবং তারপর দেয়ালের বেধ অনুযায়ী খাঁজ তৈরি করুন। মোটাগুলিকে বড় করে খোলা হবে এবং পাতলাগুলিকে ছোট করে খোলা হবে (কোণ গ্রাইন্ডার), এবং তারপর পণ্যগুলির মধ্যে ফাঁক, যা সাধারণত ওয়েল্ডিং রড বা ওয়েল্ডিং তারের ব্যাসের 1-1.5 গুণ। খাঁজ দুর্ঘটনাক্রমে বড় খোলা হলে, এটি ছোট সংরক্ষিত করা যেতে পারে। স্পট ঢালাই অন্তত তিন পয়েন্ট বাহিত করা হবে. সাধারণত, চারটি পয়েন্টে কাজ করা সহজ। ঢালাই করার সময়, এটি অর্ধেক ঢালাই করা উচিত। শুরুর বিন্দুটি নীচের বিন্দু থেকে প্রায় 1 সেন্টিমিটার উপরে হওয়া উচিত, যাতে জয়েন্টটি বিপরীত দিক থেকে তৈরি করা যায়। ইস্পাত পাইপ প্রাচীর পুরু হলে, এটি স্তরযুক্ত করা উচিত, অন্তত দুই স্তর। প্রথম স্তরটি পুরো বৃত্তে ঢালাই করার পরেই দ্বিতীয় স্তরটি ঢালাই করা যেতে পারে।
গোল টিউব ফাঁকা → হিটিং → পিয়ার্সিং → তিন রোল ক্রস রোলিং, ক্রমাগত রোলিং বা এক্সট্রুশন → পাইপ স্ট্রিপিং → সাইজিং (বা হ্রাস) → কুলিং → সোজা করা → হাইড্রোস্ট্যাটিক পরীক্ষা (বা ত্রুটি সনাক্তকরণ) → চিহ্নিতকরণ
যখন ইস্পাত পাইপের প্রাচীরের বেধ 12.5 মিমি-এর বেশি না হয়, তখন জোড় শক্তিবৃদ্ধি 3.0 মিমি-এর বেশি হয় না; যখন ইস্পাত পাইপের প্রাচীরের বেধ 12.5 মিমি-এর বেশি হয়, তখন জোড়ের শক্তিবৃদ্ধি 3.5 মিমি-এর বেশি হবে না।
নামমাত্র বাইরের ব্যাস 168.3 মিমি-এর বেশি নয় এমন ইস্পাত পাইপ সোজা হতে হবে বা সরবরাহকারী এবং ক্রেতার দ্বারা সম্মত নমন সূচক অনুযায়ী।
168.3 মিমি-এর বেশি নামমাত্র বাইরের ব্যাস সহ ইস্পাত পাইপের জন্য, বক্রতা ইস্পাত পাইপের মোট দৈর্ঘ্যের 0.2% এর বেশি হবে না।
পাইপের প্রান্তে 4 মিমি-এর বেশি প্রাচীরের পুরুত্ব সহ ইস্পাত পাইপের জন্য, পাইপের প্রান্তটি 30 ° + 5 ° 0 °, 1.6 মিমি ± 0.8 মিমি মূলের একটি খাঁজ দিয়ে প্রক্রিয়া করা যেতে পারে এবং পাইপের শেষ ঢালটি এর চেয়ে কম বা 5 মিমি সমান।





